
手板模型加工内孔的方法
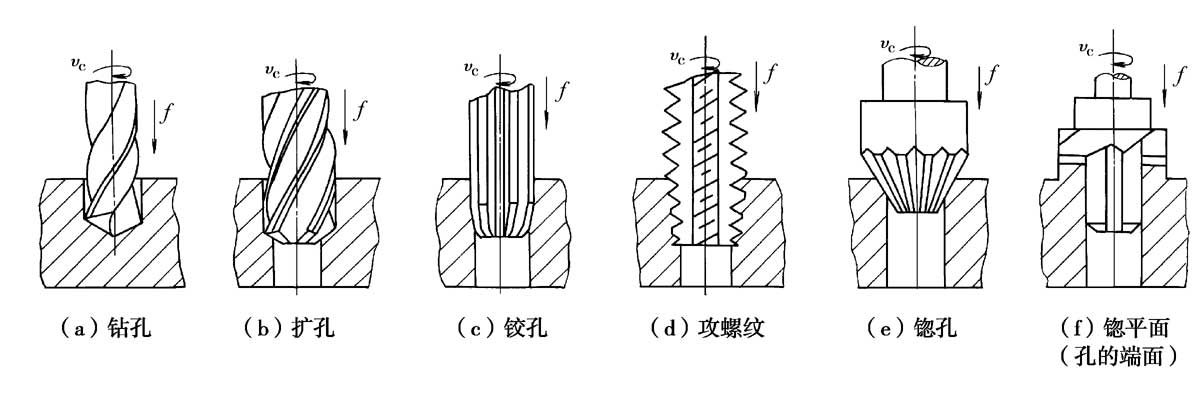
手板模型内孔加工方法较多,常用的有钻孔、扩孔、铰孔、镗孔、磨孔、拉孔、研磨孔、沂磨孔、滚压孔等。下面介绍两种常见的方法钻孔和镗孔。钻孔,由于麻花钻长度较长,钻芯直径小而刚性差,又有横刃的影响,故钻孔有以下工艺特点。
1.钻头容易偏抖;
2.孔径容易扩大;
3.孔的表面质童较差;
4.钻刘时轴向力大;
镗孔:在镗床上镗孔,主要靠刀具回转,而零件做进给运动。这种镗孔方式,其镗杆变形对孔的纵向形状精度无影响,而工作台进给方向的偏斜或不值会使孔中心线产生形状误差。
镗孔也可以在车床、铣床、数控机床上进行,其应用范围广泛,可以加工不同尺寸和精度的孔,对直径较大的孔。镗孔加工精度一般可以达到IT7~IT10级,表面粗糙度Ra为0.63~1.0um。
常用的加工方法有:
车:主要加工圆柱形加工面,内外螺纹,平面等;
铣:主要以加工平面和孔、槽为主
刨:主要加工比较大的平面,精度较低
磨:加工平面、内外圆柱面等
钻:加工内孔
镗:大的内孔加工
| ||||||||||||


